Изготовление обуви своими руками — ручное производство
Обувь ручной работы пользуется большим спросом благодаря качеству и долговечности – обычно производство обуви ручной работы основано на натуральных материалах, требует более высокие требования к качеству готовой продукции. Соответственно, цена на обувь, сшитую вручную, будет выше в сравнении с изделиями, сшитыми на автоматизированном производстве.
Фирмы обуви ручного производства
Даже в век максимальной автоматизации обувь, изготовленная вручную, не является чем-то диковинным. Классические английские производства, которые высоко ценятся во всем мире:
- Crockett&Jones;
- Loake;
- Grenson;
Они выпускают обувь из натуральной кожи и замши, сшитую на ручном производстве. Этапов производства при этом значительно больше, чем при массовом автоматизированном изготовлении. Пара может изготавливаться в течение месяца, в зависимости от типа материала и сложности формы.
Что касается форм и конструкций, наиболее популярными ботинками в ручном исполнении являются:
- Оксфорды;
- Дерби.
Они отличаются по типу шнуровки. Оксфорды имеют закрытую шнуровку, скрытую передней частью ботинка. Боковые части пришивают клинообразно, возможна перфорация.
Дерби же, напротив, имеют открытую шнуровку, а боковые части нашивают поверх передней части таким образом, чтобы при развязывании шнуровки ботинок свободно расходился. Дерби также может иметь перфорацию и считается наиболее универсальной обувью для любого случая.
Особенности конструкции
Всю структуру обуви разделяют на верхнюю и нижнюю часть. В составе верхней части состоят такие элементы:
- Носок – закрывает пальцы ног, выдерживает наибольшие механические нагрузки при носке.
- Союзка – закрывает тыльную часть стопы и соединяет носок, язычок и берцы.
- Берцы – закрывают голеностопный сустав, их пришивают к союзке.
- Люверс – верхняя часть обуви, предназначенная для отверстий или крючков шнуровки.
- Задник – защищает пятку и стопу, фиксирует пятку, изготавливается из жесткой кожи.
- Язычок – покрывает верхнюю часть ступни, пришивается к союзке.
- Стелька – соединяет верхнюю и нижнюю части.
В составе нижней части изделия:
- Подошва – сшивается по контуру с верхней частью, делится на подметки, геленок, рант и наполнитель.
- Каблук – приподнимает пятку и крепится к подошве, верхний слой может быть каучуковым.
- Набойка – защищает каблук от протирания.
- Рант – связующий элемент между деталями.
- Защитные вставки – предотвращают истирание нижнего слоя каблука.
- Наполнитель – заполняет пространство под стелькой, повышает комфорт при эксплуатации.
- Супинатор – деревянная или металлическая деталь, закрепляемая между подошвой и стелькой.
Особенности конструкции
Знание конструкции обуви позволяет изготовить каждую деталь более качественно, в соответствии с ее предназначением.
Этапы изготовления
Для изготовления обуви своими руками понадобится немало времени, но сам процесс несложный и зависит, в основном, от правильности замеров и качества исходных материалов. Весь процесс можно разделить на девять этапов.
Снятие мерок
Без этого этапа не обходится пошив обуви по индивидуальному заказу, то же касается и одежды. Снятие мерок осуществляется, главным образом, для замера параметров будущей колодки.
Создание макета
Подготовив по меркам колодку, шьют предварительный макет. Для его создания шьют по готовой колодке из тонкой натуральной кожи. Здесь же следует определиться, какой вид будет у модели, как располагаются швы, имеется ли рисунок или перфорация.
Подготовка выкройки
Заготовка для будущей пары ботинок вырезается из листа натуральной замши или кожи. Важно оставлять небольшой попуск на сжатие и шов – строго по контуру замеров вырезать нельзя, иначе обувь будет мала как минимум на размер.
Стадия обметки
Сшитые по выкройкам верхние части будущей пары ботинок соединяют вместе. Это трудоемкая часть работы, поскольку при обметке верхней части ботинок может потребоваться обтачивание кожи, подравнивание края, его подкрашивание.
Натягивание заготовки
На этом этапе уже готова колодка для будущей пары ботинок, а также верхняя ее часть. Теперь эту верхнюю часть в прямом смысле натягивают встык на ранее подготовленную колодку. На этом этапе наиболее важным шагом является укладка стельки, так как от правильности ее укладки зависит удобство при эксплуатации обуви.
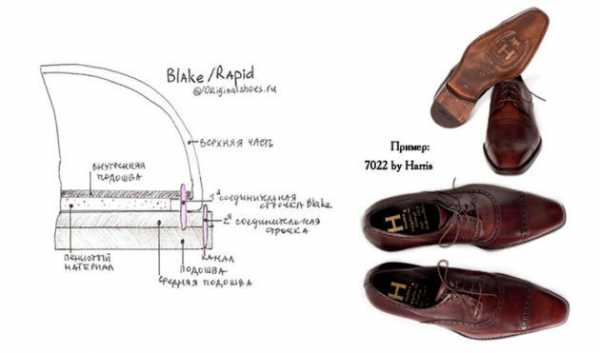
Нашивка ранта
Рантом называют тонкую кожаную полоску, соединяющую все части ботинка, уже натянутые на колодку. Это изобретение принадлежит Чарльзу Гудиеру – благодаря его технологии, обувь может быть расшита по местам соединения рантом и починена в случае, например, потрескавшейся колодки, подошвы.
Пришивание подошвы
Подошва может быть выполнена из разных материалов – их следует заранее уточнить у заказчика, подсказав ему наиболее подходящий вариант к желаемой паре. Часто делают кожаные или каучуковые подошвы.
Пришитые подошвы укрепляются небольшими гвоздиками – мастера используют их для прямоты и надежности каблука. Последний набирают из толстой кожи в несколько слоев.

Окрашивание подошвы
После пришивания подошвы и набивания каблука необходимо окрасить их необходимым цветом – выбор цвета зависит от тона ботинок. При подсыхании нанесенной краски, подушка полируется для нанесения фирменной маркировки мастера.
Полирование
Ручное изготовление ботинок заканчивается самым важным этапом – полированием и доведением до идеального состояния готовой пары. После полирования получается ровная, упругая, идеально вычищенная пара с прочными соединениями.
Видео по теме: Индивидуальный пошив обуви Головань
promzn.ru
Производство обуви
Процесс работы любого предприятия по производству одежды и обуви можно представить в виде ряда последовательно выполняемых операций. Их число варьируется в зависимости от модели и материала изделия, в отдельных случаях оно может достигать 300. При этом для каждой технологии их можно условно разделить на несколько основных, общих для всех этапов.

Все поступающие на склад обувные материалы тщательно проверяют на соответствие качественным характеристикам и после подбора в производственные партии направляют в раскройный цех. Каждое производство рабочей, домашней, ортопедической обуви или любой другой начинается с операций создания эскиза обуви и моделирования изделий. Они предполагают прорисовку линий модели на колодке, снятие ее усредненной развертки с последующей корректировкой с учетом требований технологии и деталировку.
Основные этапы производства
Этот же цех производит обувные стельки. Специально подготовленную кожу или ткань сначала прессуют для формирования стельки, после чего шлифуют ее края и проклеивают клеем на резиновой основе. Завершает операцию повторное прессование. Многие заводы по производству спортивной обуви в России предпочитают закупать стельки отдельно у иностранных производителей. Завершают раскрой операции нанесения на детали разметки с прорисовкой линий будущих швов и обжига краев заготовок для удобства их дальнейшей обработки.

Следующий этап производственного процесса объединяет процедуры подготовки деталей верха обуви для сборки. Раскроенные части изделий поступают в заготовочный цех, где подвергаются выравниванию, клеймлению необходимыми реквизитами, дублированию подкладкой или с помощью термоклейких материалов, а также окраске видимых краев. Находящиеся в цехе машины для производства специальной обуви (фрезерные, двоильно-ленточные, маркировочные, для утоньшения краев деталей и другие) позволяют сделать заготовки максимально удобными для последующей сборки изделий.
Завершают подготовительный этап сборочные операции. Они заключаются в последовательном выполнении предварительной клеевой сборки и сшивания склеенных деталей верха на специальных обувных швейных машинах. Одновременно проводятся загибание краев заготовок и их упрочнение различными каркасными материалами.
От качества соединения деталей зависит качество обуви

Такие эксплуатационные характеристики обуви, как гибкость, легкость, износостойкость, тепло- и водозащита, во многом определяются способами скрепления верхних и нижних деталей. Их разделяют на химические, ниточные и сочетающие обе методики (комбинированные).
К химическим способам соединения верха и низа обуви относят литьевой, клеевой и метод горячей вулканизации. Ниточные способы, широко используемые благодаря своей гигиеничности в производстве детской обуви, в зависимости от расположения шва бывают рантовыми, бортовыми, сандальными и др. Комбинированный способ крепления может сочетать горячую вулканизацию, литье или клей с прошивкой.

По завершении основных операций заготовку будущей обуви обрабатывают для предстоящего приклеивания подошвы. В ней размещают простилки, обрабатывают кромки и корректируют форму будущего изделия на колодке. Чаще всего производство подошвы для мужской обуви осуществляется клеевым методом. Крепление каблука дополнительно требует использования специальных шурупов, обеспечивающих особую прочность. Наряду с изготовленными на оборудовании для производства резиновой обуви подошвами применяются и готовые импортные заготовки низа изделия.
Заключительным этапом обувного производства является окончательная отделка изделия. При этом срезаются излишки материалов после крепления подошвы, вклеиваются мягкие подпяточники, вкладываются стельки и производится формование голенищ. Завершают финишные операции нанесение на обувь специальных покрытий, восков, кремов и вставка шнурков, крючков, прочей фурнитуры.
promplace.ru
Основы производства кожаной обуви
Все операции обувного производства можно объединить в шесть групп: 1) раскрой обувных материалов; 2) предварительная обработка деталей обуви перед их скреплением; 3) сборка заготовки; 4) формование заготовки; 5) прикрепление низа обуви; 6) заключительная отделка обуви.
Раскрой обувных материалов. Перед раскроем проверяют соответствие сортности и деформационно-прочностных свойств обувных материалов требованиям нормативных документов. Натуральные кожи раскраивают на детали каждую в отдельности; это связано с наличием дефектов (различных по виду, размеру и месту расположения на коже) и с неоднородностью свойств кожи по площади, в продольном и поперечном направлениях. Ответственные детали выкраивают из чепрака. Для искусственных и синтетических кож, текстильных и трикотажных материалов применяют многослойный раскрой. Долевое направление наружных деталей должно соответствовать направлению наименьшей тягучести (продольному направлению — в кожах, основе — в тканях и искусственных кожах на тканевой основе).
Предварительная обработка деталей. Обработка деталей низа включает общие и специальные операции. К общим относят:
1) выравнивание деталей низа по толщине;
2) клеймение — нанесение маркировки, предусмотренной ГОСТ 7296-81;
3) формование.
Подошвам и основным стелькам придают профиль следа колодки, жестким задникам и подноскам — форму пяточной и носочной части колодки. До формования детали низа подвергают специальным обработкам, которые зависят от вида детали, материала и метода крепления низа. Специальная обработка основных стелек включает дублирование тонких стелек с полустелькой для их упрочнения, соединение стельки с теленком, утонение стельки в пучках для увеличения гибкости обуви, получение натуральной или искусственной губы в стельках для обуви рантового метода крепления. Специальная обработка подошв включает соединение подошву с обводкой, подложкой или подметкой, утонение крокульной части подошвы, фрезерование уреза подошв и каблуков из натуральной кожи и резины; взъерошивание подошв клеевого крепления с изнаночной стороны, промазывание их клеем и подсушивание. Специальная обработка жестких задников и подносков заключается в утонении краев по всему периметру и просекании нижнего края, идущего под загибку при формовании обуви. Просекание краев предупреждает возникновение грубых складок по грани следа, утонение — предохраняет стопу от натирания.
Предварительная обработка деталей верха осуществляется одновременно с пошивом (сборкой) заготовки. Она включает клеймение в соответствии с ГОСТ 7296-81, спускание краев деталей, отделку видимых краев, дублирование наружных деталей верха с межподкладкой, украшение деталей. Спускание или утонение проводится для всех краев деталей верха, кроме затяжной кромки заготовки, идущей под загибку при формовании обуви. В результате спускания краев при сострачивании деталей не образуются грубые толстые швы. Видимые края деталей загибают, окрашивают, подвергают горячему формованию или обжигу, окантовывают для улучшения внешнего вида обуви и повышения прочности швов соединения деталей заготовки. Дублирование наружных деталей верха с межподкладкой проводят с целью упрочнения деталей верха и повышения формоустойчивости верха обуви. Украшение деталей верха проводят для повышения уровня эстетических свойств обуви.
Сборка (или пошив) заготовки. Заготовка — это комплект наружных, внутренних и промежуточных мягких деталей верха обуви, скрепленных между собой. Детали заготовки сшивают ниточными швами, склеивают, сваривают токами высокой частоты (ТВЧ). ТВЧ сваривают детали из искусственных и синтетических кож. Склеивают наружные детали верха с межподкладкой (дублирование). Сшивают детали настрочным, тачным, переметочным и выворотным швами (рис.).
Рис. Заготовочные швы:
а — настрочной; б — тачной; в — переметочный; г — выворотный
Настрочным швом скрепляют носок с союзкой, союзку с берцами и задинками, перед с голенищем. Тачным и переметочным швами сшивают голенища, задние края берцев и задинок. Переметочный шов менее прочный, чем тачный, поэтому его укрепляют задним наружным ремнем. Выворотным швом сшивают наружные детали верха с подкладкой по верхнему краю заготовки.
Формование заготовки — придание заготовке формы и размеров колодки, которые должны сохраняться и после снятия обуви с колодки, при ее хранении и носке. Различают три способа формования: 1) обтяжно-затяжной; 2) беззатяжной; 3) комбинированный.
Обтяжно-затяжной называют способом внешнего формования, так как растягивающие усилия прилагаются к заготовке извне (с помощью клещей или пластин обтяжно-затяжной машины). Обувь внешнего формования имеет высокую формоустойчивость, поэтому его широко используют для формования обуви.
При беззатяжном способе формования растягивающие усилия прилагаются к заготовке изнутри (за счет раздвижения колодки). Поэтому его назвали способом внутреннего формования. Способ менее трудоемкий и материалоемкий, чем обтяжно-затяжной, однако применяется для узкого ассортимента обуви (домашней, легкой, летней) из-за ее низкой формоустойчивости.
Комбинированный способ формования является комбинацией первых двух.
Окончательное закрепление формы и размеров обуви осуществляется в процессе ее влажно-тепловой обработки и сушки на колодке.
Прикрепление низа обуви. Все методы крепления деталей низа обуви к заготовке верха можно разделить на 4 группы: 1) шпилечные, 2) ниточные, 3) химические, 4) комбинированные (рис.).
Рис. Методы крепления низа обуви:
а — гвоздевой; б — прошивной; в — сандальный; г — доппедьный; д — рантовый; е — рантопрошивной; ж — парко; з — выворотный; и — клеевой;
к — горячей вулканизации; л — рантово-клеевой; м — строчечно-клеевой;
1 — заготовка; 2 — стелька; 3 — простилка; 4 — подошва; 5 — подложка;
6 — гоздь; 7 — ниточный шов; 8 — мягкая стелька
Шпилечные методы представлены двумя: винтовым и гвоздевым. Их используют для изготовления производственной обуви, обуви для армии и флота, реже повседневной. Обувь тяжелая, жесткая, негибкая, крепление обеспечивает ей высокую прочность, водостойкость, надежность.
К ниточным методам крепления относят рантовый, сандальный, доппельный, метод парко, прошивной, рантопрошивной, бортовой, выворотный, втачный и другие. Подошву скрепляют с заготовкой с помощью одно- и двухниточных швов. Используют капроновые, нейлоновые, реже льняные нитки. Обувь ниточных методов крепления более легкая, мягкая, гибкая, гигиеничная, но менее прочная и надежная, чем винтовая и гвоздевая. Прочность ниточного крепления подошвы зависит от плотности и толщины скрепленных деталей. Эти методы используют для изготовления повседневной, модельной, домашней и спортивной обуви для детей и взрослых.
При рантовом методе подошву прикрепляют к заготовке и основной стельке через рант, применяют рантовую стельку с губой. Внешние отличительные признаки — наличие ранта, отсутствие крепителей на поверхности основной стельки в носочно-пучковой и геленочной части. Рантовая обувь самая надежная, теплозащитная и ремонтопригодная в сравнении с обувью других ниточных методов. Но из-за повышенной трудоемкости рантовый метод применяется ограниченно для изготовления мужской и женской обуви, повседневной и модельной, летней и утепленной.
Сандальный метод применяют для изготовления сандалий. Отличительные признаки — отсутствие подкладки и основной стельки, мягкие носки, затяжная кромка заготовки отгибается наружу и выходит в урез подошвы, наличие накладного ранта, подошвенный шов скрепляет подошву, затяжную кромку заготовки и накладной рант. Обувь очень легкая и гибкая, но деформируется при увлажнении и высушивании, недостаточно надежная.
Доппельный (полусандальный) метод отличается от сандального наличием стельки и подкладки, нижний край которой загибают и прикрепляют к стельке; обувь менее гибкая, но более надежная в носке и меньше деформируется при увлажнении и высушивании. Выпускают летнюю и утепленную обувь для детей и взрослых.
Метод парко разработан на обувной фабрике «Парижская Коммуна». Его особенность состоит в том, что рант пришивают к затяжной кромке заготовки еще до ее формования, после чего заготовку формуют, затем подошву пришивают к ранту. Этим методом изготавливают детскую обувь. Внешне она похожа на рантовую. Но если сильно отжать верх от ранта, можно увидеть ниточный шов, скрепляющий рант с заготовкой. Метод парко имеет три разновидности. В обуви парко I отсутствует основная стелька; вынув из обуви вкладную стельку можно увидеть шов, скрепляющий рант с заготовкой. В обуви парко II (рант доходит до каблука) и парко III (рант круговой) нижний край заготовки и рант, пришитый к нему, скрепляют с основной стелькой тексами (маленькими гвоздиками), которые видны на стельке внутри обуви. Обувь парко I более легкая, гибкая, но менее формоустойчивая и надежная, чем парко II и III, поэтому ее выпускают для детей младшего возраста, а обувь парко II и III — для более взрослых детей.
Прошивной метод отличается наличием сквозного ниточного шва на подошве и стельке, отсутствием ранта, его применяют для изготовления спортивной, домашней и дорожной обуви.
Рантопрошивной метод. Применяют обычную стельку без губы. Рант пришивают к заготовке и стельке сквозным швом, затем к ранту пришивают подошву. Этот метод менее трудоемкий и материалоемкий, чем рантовый. Однако обувь уступает рантовой по надежности и удобству; ее легко отличить по наличию шва на стельке.
Бортовой метод отличается тем, что используется подошва с бортиком, и шов, скрепляющий подошву с заготовкой, располагается выше грани следа. Обувь легкая, гибкая, удобна в носке. Выпускают опанки, туфли и полуботинки летнего и весенне-осеннего назначения.
Выворотным методом изготавливают чувяки, туфли комнатные и дорожные. Они не имеют основной стельки, подошва кожаная или войлочная. Подошву подрезают с бахтармы на расстоянии 12-14 мм от края по всему периметру — получают губу. Заготовку выворачивают на изнанку, и затяжную кромку сшивают с губой. После скрепления обувь выворачивают на лицевую сторону, внутрь обуви вкладывают картонную стельку, обклеенную тканью. Обувь легкая, мягкая, гибкая.
Втачным методом изготавливают пинетки (обувь для новорожденных) и чешки. Для подошвы используют мягкие кожи для верха обуви и подкладки, фетр, ткани, трикотажные полотна. Подошву с заготовкой соединяют тачным швом. В обуви отсутствует основная стелька, жесткие задники и подноски. Это легкая, мягкая, гибкая обувь.
К химическим методам крепления относят клеевой, метод горячей вулканизации, литьевой.
Наиболее широко применяют клеевой метод. Подошву прикрепляют к заготовке клеем. Применяют наиритовый, перхлорвиниловый, нитроцеллюлозный, полиуретановый и др. клеи. Достоинство этого метода — в его универсальности. Им можно изготовить обувь любого целевого назначения (повседневную, модельную, спортивную, домашнюю), разного сезонного и поло-возрастного назначения, из различных материалов. Прочность клеевого крепления не зависит от толщины скрепляемых деталей. Обувь легкая и гибкая, имеет низкую материалоемкость, проста в исполнении. Конечно, она менее надежна, чем обувь гвоздевого крепления; ее гигиенические свойства ниже по сравнению с обувью ниточных методов.
Метод горячей вулканизации позволяет получить очень прочное, герметичное соединение подошвы с заготовкой. Обувь отличается высокими влагозащитными свойствами, надежностью в носке. Материалы для верха обуви должны быть термостойкими. Для подошвы и каблука используют резины. Выпускают повседневную обувь (летнюю и утепленную), домашнюю и производственную. Для модельной обуви не применяют. Метод горячей вулканизации имеет две разновидности: прессовую и котловую вулканизацию. В первом случае, формование подошвы, ее вулканизация и прикрепление к заготовке осуществляются в одной пресс-форме. Обувь прессовой вулканизации можно отличить по наличию следов выпрессовок от стыка полуматриц пресс-формы в носочной и пяточной частях подошвы, а также по фирменному знаку обувной фабрики на геленочной части подошвы с ходовой стороны. В случае котловой вулканизации, детали из сырой резиновой смеси (подошву, каблук, обсоюзку и другие) сначала приклеивают к заготовке. Затем проводят вулканизацию в специальных котлах. Обувь котловой вулканизации можно распознать по резиновым деталям, наклеенным на детали верха.
Литьевой метод. В одной пресс-форме осуществляются формование подошвы и ее прикрепление к заготовке. Для подошв используют термопластичные полимеры: полиуретан, поливинилхлорид, термоэластопласты, полиэтилен и др. Применяют для изготовления повседневной, модельной, домашней, спортивной и производственной обуви. По свойствам близка к обуви прессовой вулканизации. Отличается наличием следа от литника на подошве, подошва имеет более четкие грани и зеркальный блеск, можно получить более тонкие подошвы и более изящную обувь.
Комбинированные методы крепления представляют собой сочетание двух различных методов, чаще ниточных с химическими. Например, рантово-клеевой (рис.), доппельно-клеевой, сандально-клеевой, клеепрошивной, строчечно-клеевой (рис.), гвозде-клеевой и др. методы крепления.
Каблуки приклеивают или прикрепляют с помощью штифтов (гвоздей, шурупов, металлических втулок). Средние и высокие каблуки прикрепляют комбинированным способом (штифто-клеевым). Набойки приклеивают, прикрепляют гвоздями или специальными штифтами.
Заключительную отделку обуви проводят чтобы: придать обуви красивый внешний вид; устранить дефекты, возникшие при изготовлении; повысить водостойкость кожаных деталей. Отделка низа обуви включает фрезерование уреза (торцевой поверхности) подошвы, каблука, набойки, шлифование отфрезерованных поверхностей, окраску и полирование уреза и опорной поверхности подошвы и каблука. Использование предварительно обработанных деталей низа упрощает или исключает заключительную отделку низа обуви. Отделка верха обуви включает чистку (удаление загрязнений с деталей верха механическим или химическим способом), заделку мелких поверхностных дефектов (царапин, пятен, осыпания покрытия), разглаживания складок и морщин утюжкой, аппретирование, создание теневых эффектов на наружных деталях верха распылением краски через трафарет.
Похожие статьи
znaytovar.ru
бизнес-идея, как открыть, вложения, оборудование, что нужно для открытия + реальные кейсы
Экономическую ситуацию в нашей стране трудно назвать стабильной, а уровень жизни большей части населения – достойным. Поэтому массовыми потребителями все больше внимания уделяется приобретению товаров отечественного производства, так как они в подавляющем большинстве случаев дешевле импортных. В первую очередь, это касается товаров первой необходимости, включая одежду и обувь. Соответственно, в современных реалиях открытие небольшой обувной фабрики в провинциальном российском городе может стать достаточно прибыльным бизнесом. О том, как открыть производство обуви с нуля самостоятельно, поговорим в рамках данного материала.
Этапы организации
На вопрос, что нужно сделать для открытия собственного обувного производства, начинающим предпринимателям ответит пошаговая инструкция, представленная ниже:
- Если театр начинается с вешалки, то практически любой бизнес – с посещения ближайшего отделения ФНС, где производится его регистрация. В данном случае наиболее приемлема организационно-правовая форма ИП на «упрощенке». Необходимые документы оформляются относительно просто, поэтому подробно освещать этот вопрос мы не будем. Следует только отметить тот факт, что нужно максимально внимательно подойти к подбору необходимых кодов ОКВЭД.
- Чтобы найти подходящее помещение для обувного цеха, придется приложить немало усилий. Оно должно быть площадью не менее 100 кв. метров, хорошо отапливаемым и с безупречным состоянием коммуникаций. Часть его следует выделить под склад готовой продукции и материалов, а на оставшейся площади разместить непосредственно производственную линию. В помещении цеха также нужно сделать ремонт и создать максимально комфортные условия работы для персонала.
- Оборудование для обувного производства лучше всего приобретать у отечественных производителей, причем не обязательно новое – сойдет и подержанное, но в хорошем состоянии. На закупку оборудования рекомендуется взять опытного слесаря-наладчика, который сможет адекватно оценить состояние станков и вынести свой вердикт касательно целесообразности их покупки.
- Что касается найма персонала на обувное производство, то главное – найти пару квалифицированных мастеров-сапожников и опытного слесаря по обслуживанию станков. От простых рабочих и грузчиков не потребуется специальных навыков, основные требования к ним – отсутствие вредных привычек и ответственность.
- Грамотная маркетинговая политика обеспечит частному обувному цеху быстрый рост прибыли и уверенное развитие. Упор следует сделать на активный поиск каналов сбыта и налаживание тесных контактов с потенциальными оптовыми покупателями продукции. Естественно, разработка собственного сайта – также необходимое условие для создания презентабельного имиджа бизнеса в глазах клиентов.
Начинающему предпринимателю также стоит озаботиться созданием системы контроля качества продукции, чтобы минимизировать количество брака и уберечь репутацию своего бизнеса от появления на ней «темных пятен».
Преимущества и недостатки
В этом разделе статьи мы разберемся в том, чем же хороша данная бизнес-идея и в чем заключаются ее негативные стороны. Короче говоря, рассмотрим плюсы и минусы частной мини-фабрики по производству обуви. Для начала окинем взглядом положительные стороны этого бизнеса:
- Пока еще низкий уровень конкуренции в данном сегменте рынке, особенно в провинциальных регионах.
- Быстрая окупаемость стартовых вложений при условии быстрого налаживания контактов сбыта продукции.
- Относительно низкая стоимость оборудования и простота его эксплуатации, что сводит к минимуму дополнительные расходы на его ремонт, обслуживание и возможную замену.
- Возможность получения дополнительного финансирования от муниципальных властей, так как частная обувная фабрика является социально значимым бизнесом, который может внести свой вклад в формирование имиджа соответствующего региона или отдельного города.
Теперь о минусах:
- Трудности, связанные с поиском квалифицированных мастеров обувного производства. Данная профессия не является распространенной и поэтому, чтобы найти хорошего специалиста, придется очень постараться.
- Возможны перебои с поставками качественных материалов и комплектующих для изготовления обуви. Скорее всего, сырье придется закупать в отдаленных регионах, что сопряжено с дополнительными транспортными расходами.
В итоге
После того как предприниматель успешно определится, с чего начать бизнес, у него сразу возникает другой, не менее насущный вопрос – выгодно ли им заниматься. Собственное обувное производство – малый бизнес, который в условиях санкционной блокады и финансового кризиса легко может «выстрелить» и стать весьма прибыльным. Его рентабельность во многом будет зависеть от региона, где планируется организовать пошив обуви, и правильно подобранного ассортимента выпускаемых изделий. Крайне важно предварительно провести тщательный мониторинг потребностей населения и его материальной обеспеченности, а также постараться заинтересовать своей продукцией максимально большую целевую аудиторию.
Ассортимент выпускаемой обуви должен состоять из позиций, интересных людям разного социального статуса, возраста и материального положения. Только тогда предприниматель сможет заработать на этом деле неплохие деньги, чтобы впоследствии расширить производство и выйти на более перспективный рынок.
zhazhda.biz
Производственные направления
Производство «Обуви России» базируется в Новосибирске и Новосибирской области. В настоящее время «Обувь России» производит обувь со всеми основными типами крепления подошвы — клеевым, литьевым, комбинированным. А фабрика «Обуви России» является одной из самых передовых с точки зрения технологий и используемого оборудования в нашей стране. «Обувь России» производит ассортимент для собственной розницы, а также изготавливает обувь по заказам других торговых сетей.

Фабрика «Обуви России» характеризуется высокой степенью автоматизации производства и использованием современного высокотехнологичного оборудования:
Автоматизированных системам раскроя и пошива обуви, таких как Orisol.
Роботов АББ.
Высокопроизводительных литьевых машин, таких как DESMA.
Систем компьютерного моделирования и 3D-принтеров.
Производство «Обуви России» включает следующие направления:
Линия по производству обуви с клеевым методом подошвы из натуральной кожиНа предприятии осуществляется производство, начиная с подготовки верха обуви и заканчивая закреплением подошвы и финишной обработкой продукции. Сборочное производство полностью автоматизировано. На производстве используется оборудование немецких и итальянских марок — Main Group, Schőn, Plastak, Pfaff, Molina Bianchi, Sigma, Elettrotecnica и др.

 Производство комплектующих и деталей низа обуви
Производство комплектующих и деталей низа обувиВключает в себя участки по изготовлению подошв, каблуков, основных стелек и колодок. Завод комплектующих обеспечивает не только потребности компании, но и осуществляет поставки внешним потребителям.


Автоматизированный производственный комплекс для производства обуви из ЭВА
Новая производственная линия была запущена весной 2014 года. Инвестиции в закупку нового оборудования составили 1,7 млн евро. Поставщиком оборудования выступила немецкая компания Bohmer Technik GmbH. Производственный комплекс позволяет осуществлять полный цикл производства обуви, включая отлив в пресс-форму, усадку на колодку и т.п. Мощность производственного комплекса составляет 500 тыс. пар обуви в год.


Фабрика по производству обуви литьевым методом
В ноябре 2015 года «Обувь России» приобрела 100% обувной компании S-TEP, в состав которой входит обувная фабрика в городе Бердске Новосибирской области и подразделение по оптовой продаже обуви. Фабрика S-TEP осуществляет полный цикл производства обуви с литьевым методом крепления подошвы, производство полностью автоматизировано. Работает на рынке уже 15 лет, оснащена современным высокотехнологичным оборудованием от лидеров в своих отраслях — литьевые агрегаты DESMA , автоматизированные раскройные комплексы Newlast, швейные системы Orisol, роботы АББ, ЧПУ-станки; на предприятии можно осуществлять 3D-моделирование обуви.


Линия по производству специальной обуви
Начала работать в мае 2016 года на производственной площадке в городе Бердске. Линия оснащена оборудованием известной компании Svit. Для запуска линии «Обувь России» освоила новую технологию — метод горячей вулканизации резины на заготовку.


obuvrus.ru